公司动态
铸钢件个工艺
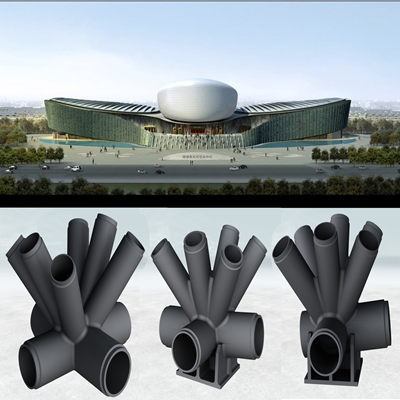
铸件的铸造工艺 针对铸件体积大、重量大、分枝多及半空心等特 点,经查询资料和市场调研,传统的木模、蜡模、金属模 等工艺均不能解决制模问题,这就要求在模型选择与 制作、铸造工艺、成品的精度控制等方面采用新工艺。 模型选择消失模铸造工艺广泛运用于汽车 制造业,模具的材料可以随钢水自然挥发消失,但用于 如此复杂的建筑还是**次。经过改进,采用消失模 铸造工艺。 模型制作将图纸数据转换成机床能够识别 的数据格式,然后制作模型骨架,在骨架中心处的圆球 上打孔定位,然后将经特殊处理的杆件插入孔内,既保 证杆件空间位置的准确性,又控制了每根杆件的长度。 经修整后,形成模型骨架。 铸造工艺 主要控制内容:采用透气性好、 强度高、干燥快的醇基涂料;布设浇铸系统;向砂 箱内通COz气体,使砂型硬化,然后注入钢水进行浇 铸;热处理改善钢性能;后处理控制铸件外观。 精度控制在铸造过程中,采用三坐标仪测量 控制铸钢件空间位置精度。为确保铸钢件铸造工艺 加合理,使节点几何形状、外观达到建筑设计要求,在 正式生产前,选取典型的429号节点,按照1 : 1的比例 进行模具制造试验及浇铸试验。 2.3树枝结构安装工艺 枝状空间结构打破了传统的横平竖直的结构形 式,对现场安装提出了较高的技术要求I枝状空间结 构为不规则结构,节点铸件形状各异、外形复杂、体积 庞大。针对其形式和特点,制定了由下向上、由内及 夕卜、由主枝到次枝的空间定位安装工艺: 根据黄金树结构及安装工艺,建立计算模型,进行各安装工况和胎架拆除过程中树枝结构整体内力 分析,为结构安装提供计算依据。 黄金树1:10现场安装模拟,核实安装工艺。 高空组装采取由下向上、由中间向四周、由主 到次依次安装,将每个节点安装与精校到位。实际安 装按照主干、*1层主杆件、组合空间三角形构件、组 合三棱锥体构件、伞形屋面杆件的顺序进行。 在铸钢节点下方搭设节点安装与校正**固 定架与支撑架,吊装节点至支撑架上,调校节点至设计 位置。 选择合理的焊接工艺,制定焊接顺序,减少焊 接约束,有效控制焊接变形。 对结构内力进行监控。在安装过程、焊接前 后、胎架拆除前后进行黄金树整体结构的应力-应变测 试,确保结构施工过程的安全。 2.4庞大的树枝结构测控技术 采取有效的测控技术进行树枝结构全程测控,并 采用预先控制,坐标引出,跟踪测量,严格控制安装顺 序、工艺流程等技术措施。 采用计算机编程,在制作厂将节点中心坐标转化 为实物表面三维坐标,每个铸件选取3个以上测量标 志点。树枝结构全程测控釆取全站仪较坐标测量法, 分4个步骤重点控制:着重测控单个节点精度;利 用结构上铸件与杆件形成的*1层面的封闭的三角 形,在单个节点精确安装的基础上,精确调校三角形的 空间位置;
hbyfzg.b2b168.com/m/